Технологии предупреждающего ремонта и ремонтно-профилактических работ
| Технологии предупреждающего ремонта и ремонтно-профилактических работ |
Самый быстрый и надежный ремонт трубопровода!

Simply the smartest pipeline repair decision you can make!
Рентабельнее всего выполнять предупреждающий ремонт и ремонтно-профилактические работы непосредственно на действующей трубе без остановки перекачки продукта. Для такого ремонта обычно используются следующие технологии.
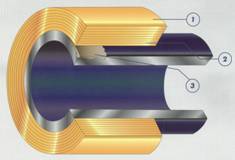
Использование стальных полумуфт
Манжета состоит из двух полумуфт, имеющих диаметр несколько больше, чем ремонтируемая труба, и длину до З м. К ним приварены крепёжные лапы, за которые болтами или с помощью сварки муфты закрепляются на ремонтируемом участке трубы. С помощью специальных ввернутых на разных участках болтов муфта центрируется относительно трубы, с образованием по возможности равного зазора между трубой и муфтой. Затем с торцов муфты зазор заделывается быстротвердеющим герметиком. После его отвердевания в зазор между трубой и муфтой закачивается низковязкий эпоксидный компаунд, состоящий из трех компонентов - смолы, отвердителя и наполнителя. Вес требуемого количества компаунда составляет 14 кг и более (точная цифра зависит от диаметра трубы). Заполнение пространства контролируется через специально оставленные в муфте отверстия.
При применении данной технологии:
• требуется большое количество техники и расходных материалов:
- такелажных приспособлений и подъёмников для подъёма и удержания муфт и трубы с установленными на ней муфтами,
- сварочного оборудования,
- специального насосного оборудования для закачивания композита,
- для фиксации манжеты требуется большой объём композитного материала.
• требуется высокая численность квалифицированного персонала, обслуживающего эту технику и выполняющего сварочные и другие
виды работ;
• процесс установки муфт занимает большое время, т.к.
- поверхность трубы и внутренняя поверхность муфты перед закачкой компаунда в муфту должна подвергаться обязательной дробеструйной, а зачастую и пескоструйной обработке; качество обработанных поверхностей должно соответствовать международному стандарту ISO 8501-1:1998 Р Sa 2,5 Sa 3,0 (NACE 1, 2) (т.е. Near White Metal или White Metal);
- монтаж (центровка и фиксация) манжеты является крайне трудоёмким и длительным,
- после завершения работ необходима тщательная промывка специальными растворителями узлов насосного агрегата и питающих
рукавов.
В результате стоимость предупреждающего ремонта с помощью стальных полумуфт оказывается значительно выше, чем применение в аналогичной ситуации композитных манжет - даже несмотря на то, что иногда (из-за разницы в ширине полумуфт и манжет) для ремонта может потребоваться несколько комплектов манжет там, где достаточно одного комплекта полумуфт.
Теоретически стальные манжеты можно использовать и для ликвидации протечки, сначала забив в отверстие чопик, а затем установив манжету. Однако на практике это делается редко, обычно предпочтительнее врезать катушку.
При жёстком закреплении краёв полумуфт в местах их крепления на трубе при малоциклических деформациях возникают дополнительные
напряжения, которые ведут к образованию на трубе морщин
.jpg)
Композитные высоконаполненные пасты
По утверждению разработчиков, пастообразные композиты, имеющие в своём составе до 80% металла, за счет адгезивных свойств позволяют герметизировать повреждения, нарастить изношенный металл, ликвидировать коррозионные и эрозионные дефекты. После перемешивания и нанесения они твердеют в естественных условиях за время от 2-3 мин до 2-3 ч (в зависимости от материала) и приобретают после отвердевания основные свойства металлов - цвет, структуру, возможность механической обработки - шлифовки, фрезеровки, сверления, полирования, нанесения различных покрытий.
Изготовители этих материалов утверждают, что данный метод ремонта отличается простотой реализации, высокой технологичностью и универсальностью, возможностью устранения различных дефектов, включая сквозные коррозионные язвы - вплоть до выполнения работ по вытекающему продукту.
Однако металлические примеси в составе композита могут вызывать преждевременный отказ ремонтной системы из-за коррозии самих примесей. В результате коррозии в композите происходит замещение металла его окислами. Известно, что расширяясь при образовании, окислы склонны вызывать развитие критических напряжений в месте ремонта.
Ремонтные манжеты на основе композитных полимерных материалов
Гибкие манжеты, выполненные по технологии Wet Wrap
Полотно ремонтной манжеты выполнено из гибкой ткани, сплетённой из стекловолокна. Перед установкой на трубу это полотно пропитывается смолой со стороны, прилегающей к ремонтируемой поверхности. После пропитки ткань обматывается вокруг ремонтируемого участка. Количество витков и натяжение определяются требуемой степенью прочности. Стекловолокно обеспечивает прочность, а смола является связующей основой, удерживающей манжету и предохраняющей её от воздействия окружающей среды в процессе эксплуатации.
Недостатки этого метода очевидны. Соотношение смолы и стекловолокна, степень полимеризации смолы, выравнивание стеклоткани и равномерность её натяжения при ремонте имеют большой разброс значений и с трудом поддаются контролю. Даже число витков зависит от конкретных условий. Практически все механические свойства, включая натяжение и модуль упругости (модуль Юнга), не постоянны и зависят от того, как выполнена установка манжеты. Именно поэтому эффективность ремонта с помощью этих манжет и продолжительность сохранения ими эксплуатационных качеств непредсказуемы. Условия, в которых выполняются ремонтные работы, также могут негативно влиять как на сам процесс ремонта, так и на надёжность результатов.
Крайне существенно и то, что плетёная структура, как дренаж, впитывает влагу, вызывая снижение прочности манжеты.
Преимущества тоже очевидны. С использованием этой технологии можно ремонтировать трубные изделия сложной формы и фитинги. Однако здесь выравнивание стеклоткани, поддержание натяжение и требуемой степени насыщения смолы при работе достижимы ещё сложнее, а надёжность и эффективность ещё менее предсказуемы.
Ремонт с помощью пропитанной ткани из плетёного стекловолокна можно считать эффективным методом лишь для трубопроводов с рабочим давлением до 3.5 МПа, а также фитингов и трубных изделий сложной формы - чаще всего на нефтеперегонных заводах и нефтеперерабатывающих производствах.
Композитные ремонтные манжеты с матричной памятью
Ремонтная манжета данного типа представляет собой комплект, в состав которого входят:
1. мастика, предназначенная для восстановления потери металла и геометрии стенки подлежащей ремонту трубы, способствующая перераспределению напряжений и препятствующая дальнейшему росту дефектов;
2. армирующая стеклополимерная композитная лента из стеклопластика, имеющего вторичную матричную память;
3. композитный конструкционный адгезив, предназначенный
для соединения слоев ленты при формировании ремонтной
конструкции.
Технология изготовления и установки композитных манжет с матричной памятью исключает все нестабильности и вариабельность, присущие технологии Wet Wrap. Композитный материал выпускается в заводских условиях, позволяющих тщательно соблюдать и строго контролировать соотношение стекловолокна и смолы. Композитный материал выжимается, высушивается, подвергается тепловой обработке и отверждению. Все проектные параметры строго контролируемы. Механические свойства всех образцов этого композита точно определены и постоянны.
Манжеты доставляются к месту ремонта в виде полностью отверждённой композитной ленты и надёжно фиксируются на ремонтируемом участке с помощью адгезива. Чтобы гарантировать правильное распределение нагрузки, все дефекты и вмятины перед установкой композитной манжеты заполняются специальной мастикой, имеющей высокое сопротивление сжатию.
Так как при изготовлении манжет строго выдерживаются все параметры, поведение участков трубы, отремонтированных с помощью этих манжет, абсолютно предсказуемо, что и является условием продолженной надёжности.
.jpg)
Компания Clock Spring разработала, запатентована и запустила в серийное производство манжеты, выполненные по технологии Full Cure из однонаправленного стекловолокна.
Главной целью многолетних исследований, проводимых специалистами этой компании совместно со специалистами GK1, была разработка материала, имею¬щего срок службы не менее 50 лет в самых тяжёлых условиях эксплуатации - при максимальном содержании влаги и примесей в грунте и температуре до 82ПС (Clock Spring HT).
В самом начале этих разработок изучалась возможность применения стекловолокна, имеющего плетёную структуру, однако было установлено, что подобный материал абсолютно непригоден для ремонта трубопроводов высокого давления, а также подводных трубопроводов. Кроме того, он не обеспечивает требуемой надёжности и продолжительности срока эксплуатации трубопроводов.
Лабораторные и полевые испытания, в том числе тесты с искусственным старением, подтвердили все теоретические выводы, а также все проектные характеристики манжет Clock Spring.
Полотно стеклополимерной ленты:
1. может иметь плетёную анизотропную структуру (knitted & embedded in resin - Ke), аналогичную структуре полотна, используемого в технологии Wet Wrap,
2. может изготавливаться по технологии Full Cure и иметь однонаправленную структуру (unidirectional glass) стекловолокна.
В последнем случае волокна стеклополимерной ленты расположены и тщательно выровнены в одном направлении для того, чтобы максимизировать прочность манжеты в направлении по окружности трубы (hoop direction).
Стекломасса изготавливается путём сплавления оксидов металлов при температуре порядка 1200°С с дальнейшим скручиванием получившейся массы в волокна, диаметром около 10 мкн.
Предел прочности стекловолокна составляет 3400МПа.
Самый быстрый и надежный ремонт трубопровода!
Simply the smartest pipeline repair decision you can make!
| 